
| Model NO. | R1213 |
| Connection Type | Bonding |
| Diameter | 0.5inch |
| Material | FRP (Fiber Reinforced Plastic) |
| Temperature Range | -20℃ to 80℃ |
| Length | 0.5m |
| Thickness | 1mm |
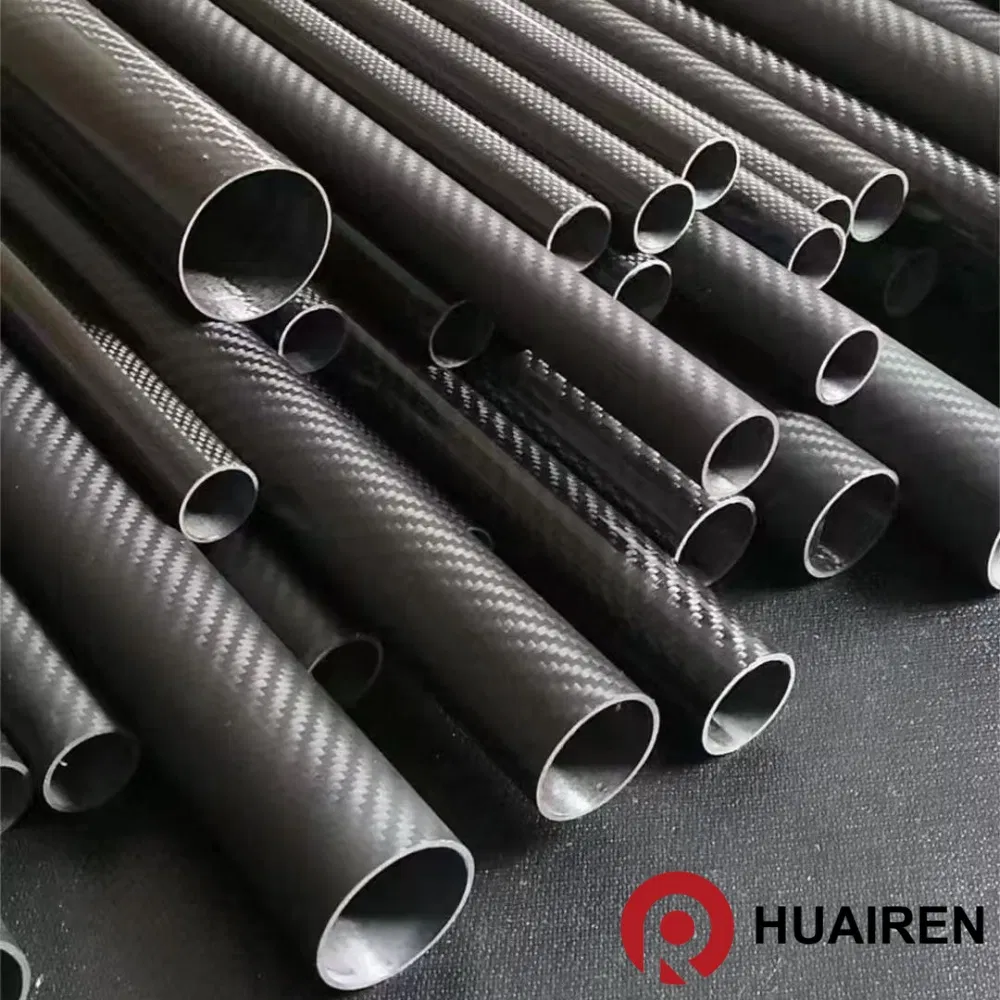
| Texture | 3K Twill |
| Paint | Matting Paint |
| Transport Package | Using Cartons, Wooden Pallets, Packaging Bags, etc |
| Specification | diameter10mm, length0.5m |
| Trademark | / |
| Origin | China |
| HS Code | 6815110090 |
Carbon fiber round tubes are high - performance composite products mainly composed of carbon fiber. They integrate the excellent properties of carbon fiber, such as high strength and high modulus. The tensile strength of carbon fiber within these tubes can reach over 3000MPa, far surpassing that of traditional metal materials. With a low density of around 1.8g/cm³, they offer the remarkable advantage of being lightweight yet highly strong. These tubes also exhibit excellent corrosion resistance, enabling them to be utilized in harsh chemical environments for extended periods without suffering from corrosion. Moreover, they maintain good mechanical properties even under high - temperature conditions.
The carbon fiber pipe winding process is a sophisticated manufacturing technique that fully exploits the properties of carbon fiber prepregs. It commences with the utilization of hot rollers on a specialized pipe winding machine. These hot rollers play a dual - role: they soften the carbon fiber prepreg and simultaneously melt the resin adhesive on it.
Under precisely controlled tension, the prepreg is continuously wound onto a pipe core. This is achieved by taking advantage of the friction between the rollers and the mandrel. As the winding progresses, the tension ensures that each layer of the prepreg is tightly and evenly applied. Once the desired thickness is attained, the tube is cooled and shaped using cold rollers. This cooling step is crucial as it helps to set the initial form of the tube.
The final and crucial step in the process is curing. The semi - formed tube is placed in a curing furnace, where it undergoes a thermal treatment. During curing, the resin solidifies, firmly bonding the carbon fiber layers together and imparting the final strength and shape to the tube. After the curing process is complete, the core mold is removed, resulting in a high - quality carbon fiber wound pipe.
Test laboratory: It has passed CNAS laboratory accreditation certificate.The testing center covers an area of about 3,100 square meters and has a control system covering all processes from raw materials to products. The testing scope covers mechanical properties, weather resistance, physical properties and chemical analysis and other types of testing. The main items include tensile test, compression test, bending test, fatigue test, composite wire tensile test, glass transition temperature, fiber content, resin acid number and epoxy equivalent test.
Certificate: IATF16949
Patent owned: totally 19 patents, includes 3 design patent,5 invention patents,11utility model patents.